Saiba como a aplicação de controle avançado permitiu a redução do consumo de vapor e solvente em um sistema de recuperação de aromáticos.
SOLUÇÃO
Otimização
TIPO DE PROJETO
Controle Avançado
CLIENTE
Braskem
SEGMENTO
Petroquímica
UNIDADE
Unidade Triunfo
PERFIL
- Petroquímica integrada de primeira e segunda geração de resinas termoplásticas, líder do mercado latino-americano.
- Possui unidades no Brasil (29), nos Estados Unidos (5), na Alemanha (2) e no México (4).
- Capacidade: mais de 16 milhões de toneladas/ano de resinas termoplásticas e outros produtos químicos.
- Faturamento anual: 24 bilhões de reais.
- Prioriza investimentos na produção de polipropileno e de polietilenos na região Sudeste, principal mercado consumidor desses produtos (responsável por mais de 70% da demanda nacional).
- Localização da planta: Triunfo, Rio Grande do Sul.
- Principais produtos: resinas de polietileno, polipropileno e PVC.
- Capacidade da planta: 160 mil toneladas/ano.
DESAFIOS
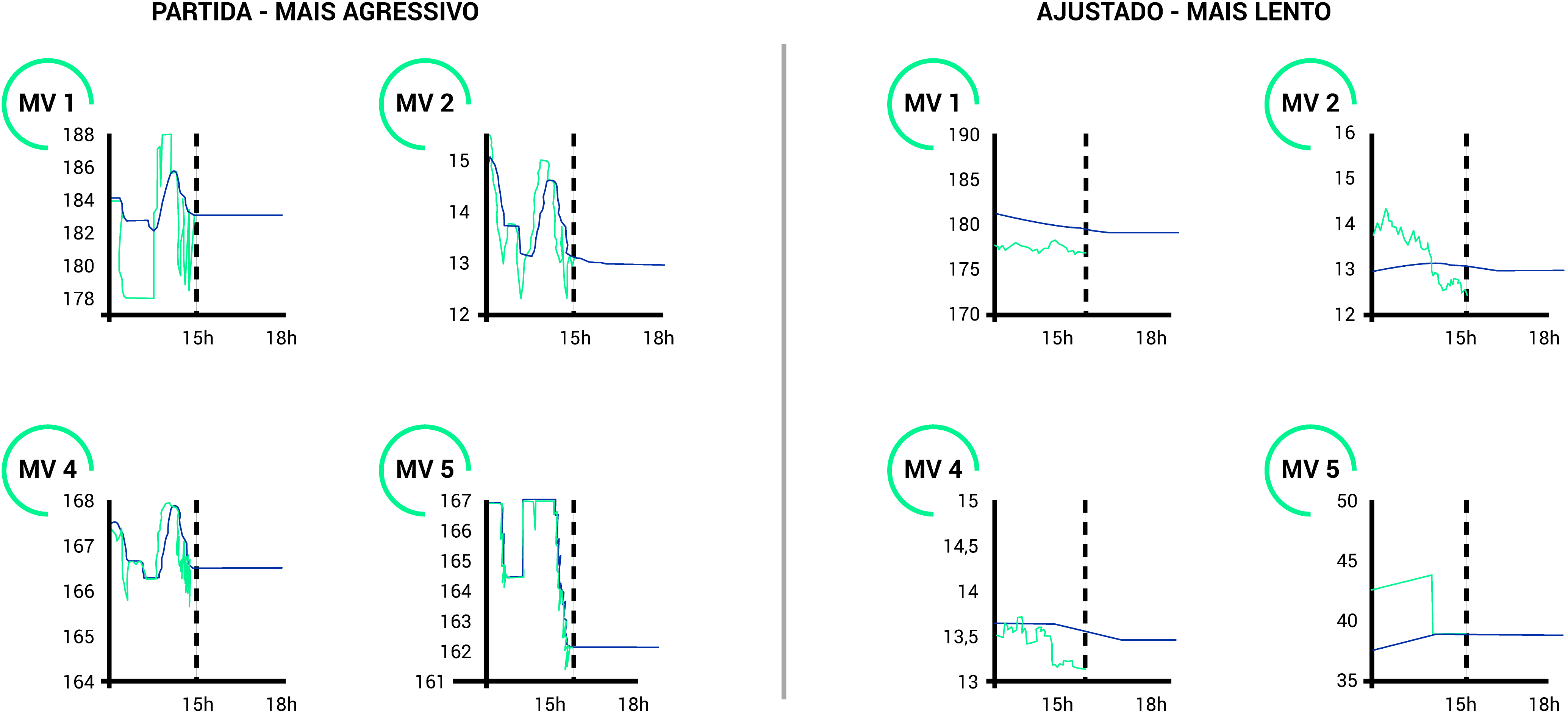
- Otimização do consumo de vapor em uma unidade de extração de aromáticos, a partir da minimização das temperaturas de controle das torres e da vazão de solvente, aplicando um controlador preditivo multivariável (MPC) com camada de otimização.
- Nestas plantas o custo relacionado com a matriz energética é o segundo maior, sendo superado apenas pela matéria-prima. Desta forma, qualquer esforço para reduzir os custos de energia nestas unidades se traduz em capturas financeiras e ambientais importantes para a melhoria do desempenho industrial.
SOLUÇÃO
Engenharia
- Planejamento e avaliação inicial do processo, desenvolvimento de inferências, testes no processo e identificação do modelo, configuração do controlador, partida, comissionamento e operação assistida.
Software
- Conjunto de ferramentas da AspenTech®. Controlador: Aspen Process Controller®
Gestão do Conhecimento
- Treinamento da equipe de operação sobre fundamentos de controle básico e MPC, tanto da base conceitual quanto da utilização do software.
RESULTADOS
- Redução no consumo de energia, resultado da alteração nas condições operacionais pelo controle avançado, principalmente a redução nas temperaturas das torres e na vazão de solvente utilizado na extração
- Economia de 10% no consumo de solvente e redução de 8% no consumo de vapor da área, com retorno econômico de 900 mil reais por ano.
- Aumento na estabilização da unidade e redução no número de intervenções pela operação a partir do controle dos níveis de interface e líquido pelo controle avançado.